 当前位置:
当前位置:与圆线电机的区别在于铜线的成形方式,扁线有利于电机槽满率的提升,一般圆线%左右,而扁线%以上。槽满率的提升意味着在空间不变的前提下,可以填充更多的铜线,产生更强的磁场强度,提升功率密度。
随着新能源汽车技术的不断发展,客户对于电机的功率密度(功率/重量)要求越来越高,同等重量条件下如何获得更大的功率?
即铁芯槽内的导体截面积与铁芯槽口总面积的比值,电机槽满率越高代表着“铜线在铁芯槽内填得越满”。

由上图可以看出,扁线电机由于槽满率的大幅提升,已经成为新能源驱动电机的绝对主流。从产品的角度,当然是槽满率越高越好,但另一方面槽满率的不断提高,对扁线电机的制造工艺、设备精度/复杂度都带来了巨大挑战。
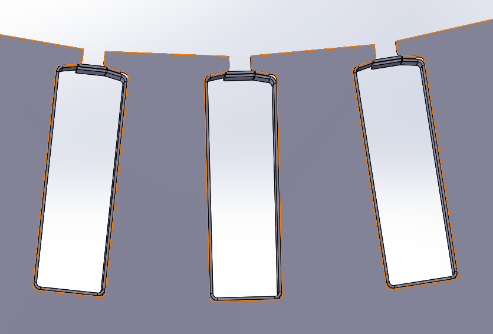
首先,对铜线成型的精度和一致性要求高。铜线成型时,不可能完全与理论数模线型一致,轮廓度、直线度等均存在误差和波动。所以相比于3D数模,槽内一组铜线在插线时并没有那么规整。这种不规整会明显增加铜线入铁芯槽时的摩擦阻力,需要更大的压入力才能克服,而压入力过大会导致插入不到位、铜线挤压变形或损伤、绝缘纸滑动等一系列问题。槽满率越高,铁芯槽内的设计预留间隙就越小,对这种不规整现象的容忍度也越低。
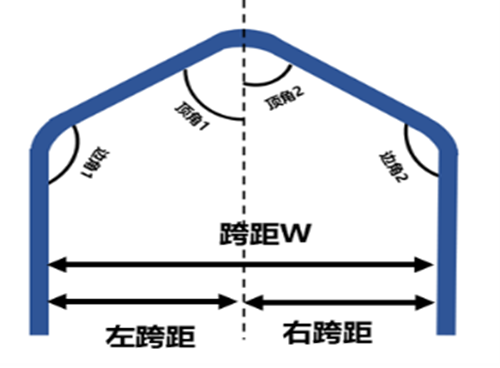
线成型的关键就在于控制Hairpin的成型精度,由于铜线在成型时会有一定回弹,3D模具形状不能简单按照线型数模绘制,需考虑以下几个影响回弹量的因子:
跃科在模具设计时,会根据以上几个因素,对铜线的成型过程进行分析和,并结合大量应用经验设计出最合理的模具轮廓,得到最精确的线mm。
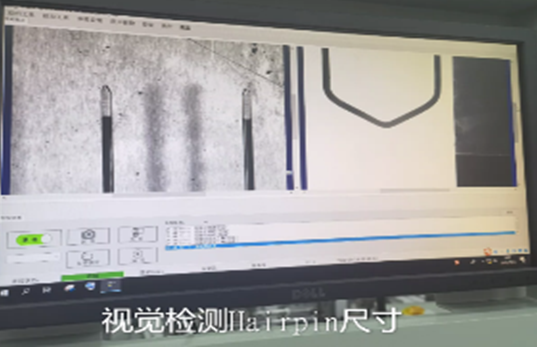
另外, 在线成型过程中,还可以通过视觉手段,对成型后的铜线%在线检测,防止异常情况导致的错误线型流入下序。
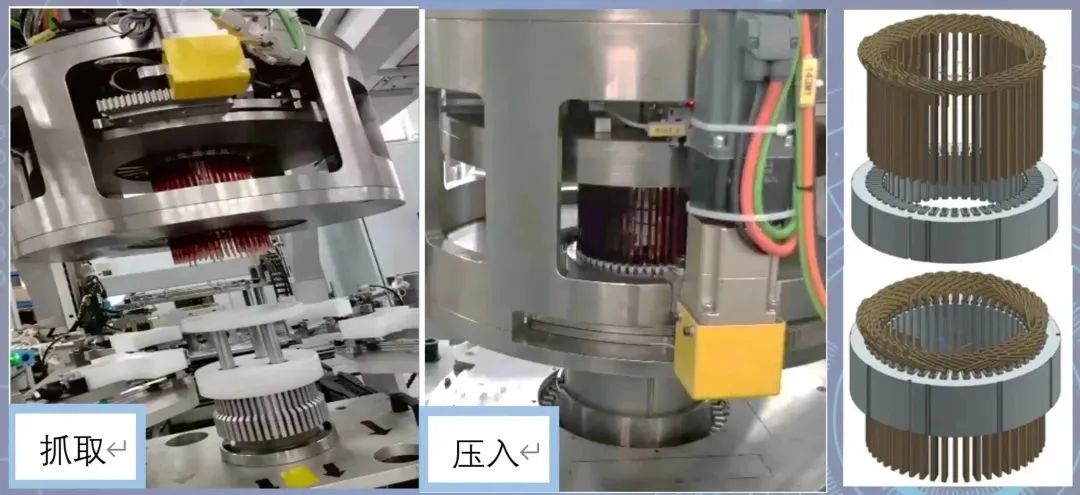
其次,对设备所有对中、导向相关的机构和零件精度要求高。在hairpin插入铁芯时,需要让所有槽(48、54、72…)同时与铁芯槽口精确对中,铜线才能顺畅进入铁芯槽口。槽满率越高,对中的精度要求就越高。 在入线过程中,必须保证整体抱线机构、入口导向机构、定子铁芯、铁芯定位底座等一连串机构的轴线和角度精确对中,一般轴线mm以内,角度对中精度要控制在0.02°以内。 非常考验自动化供应商的机械设计能力、机加工能力、装配调试能力,以及电气控制能力。
再者,绝缘纸在入线时滑动的风险增高。槽满率高意味着入线时铜线与绝缘纸的摩擦力增加,绝缘纸容易被摩擦力带动产生轴向滑动。需要尽可能将绝缘纸包络尺寸做大,同时在插线、压线过程中对绝缘纸底部做好承托。 增大绝缘纸的包络尺寸,意味着插纸时,绝缘纸与铁芯内壁贴合更紧密,绝缘纸穿出铁芯槽时摩擦力增大,将大幅增加绝缘纸插入时卷边、变形的风险。 尤其对于油冷电机,其绝缘纸一般不带聚酰亚胺夹层,绝缘纸的强度更低,更容易在插纸过程中受力变形,自动插纸更加困难。
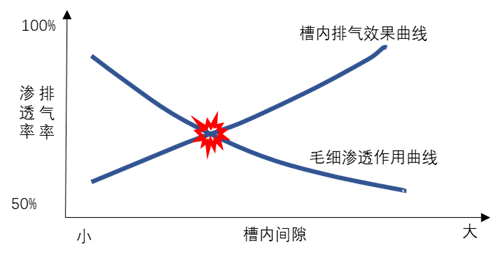
最后,滴漆填充更加困难。滴漆时漆液主要通过毛细现象逐渐渗入槽中,当槽满率增加后,铁芯槽内空隙尺寸变小,虽然理论上浸渍漆的毛细渗透效应会有所增加,但是空隙的缩小很容易由于漆液乱流、微凝胶等原因导致局部阻塞,槽内空气不能有效排出,反而导致填充率的下降。 下图为随着槽内间隙大小变化时,毛细渗透作用和排气效果随之变化的曲线示意图。在这两个因素的共同作用下,将槽内间隙设置在曲线交叉点附近才能够获得最好的浸漆填充效果。
因此电机槽满率的设计,应从全价值流角度,综合产品性能需求、工艺设备能力、产线稳定性和良率,做出最合理的设置。那么电机设计时一般该如何设置槽满率? 从制造的角度而言,直接关注的是“机械槽满率”而非“纯铜槽满率”,即连同绝缘纸、漆膜一同考虑,一般从径向和周向两个方向进行评估:

控制水平的要求, 同时也是对PCB工厂整体管理能力和员工个人能力的考验。6/6mil 的线宽/
采用铸铁、铝、锌合金等不同材料,在机壳部分要注意线针脚头就是针脚螺丝,需要注意定位控制好针脚螺丝,整体结构需要加固
较大电压降落在走线、大电流产生的热量会使器件损坏,产品损坏,因此功率路径更是要注意。一般采用大面积铺铜
国外先进发卡技术(GM、GROB、ATOP、Additive Drives、4D、HUBIS、Tecnomatic等)
具有体积小、材料省、效率高、导热强、温升低、噪音小等优点,一直是国内外企业的青睐对象,也是
故障诊断的仿真与研究作者:杨新平余中兵来源:《中小企业管理与科技·上旬刊》2011年第05期摘要:针对
PDIV方案时,如何减缓绝缘的老化就变得非常重要。在取消槽绝缘的情况下,采用高PDIV方案时,800V系统需要单侧PDIV达到1200V,按照目前的漆包线材料及
的牵引动力源应用到轨道交通领域。PMSM按照永磁体在转子上的位置不同一般可分为,表贴式永磁
贯串整个生产过程。质量管理检查部门要对整个生产过程巡回检查、操作人自检、上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。2.生产
部分可以理解,转子分为两种,一种绕线式,一种鼠笼式,不是很懂鼠笼式的转子是如何工作的重点:三相交流
元件恒温恒湿试验箱简介:中英文液晶显示LCD触摸式面板,画面对谈式输入数据,温湿度同时可程控,背光灯17段可调,曲线显示,设定值/显示值曲线。可分别显示多种警报,故障发生时可通过屏幕显示故障
ISO9001:2000标准在内容、结构、管理思想和理念方面与1994版相比发生了极大的变化,许多企业都面临对新
制备。将磁铁装入转子并铆接后,冷却的转子轴无压烧结到加热部件,从而转子磁化,整个制备组装过程被大大简化。在
磁路的主要组成部分。它是由扇形片、通风槽片、定位筋、上下齿压板、拉紧螺栓及托板等零件组成。
,在整个SMT贴片的过程中,一个优良的无铅焊点,对于整个PCBA成品的质量都起着至关重要的作用。关于无铅再流焊
的负载工作。通电的方式可以通过外部供电方式,例如三相交流电源或直流电源,也可以通过内置的转子发
效率(efficiency)、寿命(lifetime)、体积(volume)和成本的关键因素。
性能进行测试就显得非常必要。下面介绍几种常规的测试方法。 一、直流电阻测试法 直流电阻测试法
的动力心脏,通常指由多个线圈或者线圈组通过不同的绕制方式构成的对称电路连接回路。由联合电子自主开发的分离式驱动
,机壳是否对应。 3. 启动油压机,并调整压机的压力及工装的高度(压力为: 2-6Mpa) 。

 one@juli-china.com
one@juli-china.com